

 22:11
22:11


Чугун, аналогично стали, является сплавом железа, углерода и других элементов. Однако углерода в нем содержится приблизительно в десять раз больше, чем у подавляющего большинства марок стали. Высокая массовая доля этого вещества делает материал малопластичным, тяжело поддающимся ковке и сварочным работам. Среди прочих элементов в составе сплава следует выделить наличие кремния, марганца, фосфора и серы. А если речь идет о легированном сплаве, этот список дополняется также никелем, хромом, ванадием, алюминием.
Сложности со сваркой чугуна возникают из-за неоднородности его состава. Такие компоненты, как графит и углерод, придают материалу хрупкость и отсутствие пластичности. Если нагрев и охлаждение производятся неравномерно, то на шве и прилегающей к нему поверхности могут образоваться трещины. Нагретый до температуры, превышающей 750°С, чугун разжижается и приобретает свойство текучести, что затрудняет образование качественного сварного шва, а газообразование приводит к появлению пор. Еще одна сложность заключается в окислении кремния и прочих составных элементов.
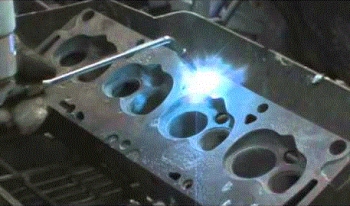
Качественная сварка чугуна в Санкт-Петербурге и других регионах России осуществляется специализированными компаниями на современном оборудовании с применением высокотехнологичных материалов. Такие услуги должны оказывать только профессиональные, опытные сварщики. На сегодняшний день существуют три технологии выполнения данного процесса:
- в шовный металл поставляют чугун;
- в металл шва вводят высокоуглеродистую и низкоуглеродистую сталь (последняя используется в качестве завершающих слоев);
- шов заполняют сплавами цветных металлов.
Сам рабочий процесс осуществляется посредством электродов, порошковой проволоки, газовой сварки. Еще один важный технологический нюанс заключается в том, что элементы, которые подвергаются сварке, могут быть холодными, либо разогретыми. «Холодный» способ более прост и доступен в исполнении. Однако для получения качественного шва необходим специальный электрод, состав которого должен быть идентичен составу свариваемого материала. Подогрев и охлаждение необходимо осуществлять очень медленно, лишь в этом случае можно исключить появление структурных изменений чугуна и трещин. Важно, чтобы процесс проходил при температуре, не превышающей значения 650°С, чтобы избежать разжижения материала.





